


以下是:沅江钳压式声测管源头厂家的产品参数
产品参数 产品价格 3.00/米 发货期限 1 供货总量 800000 运费说明 送货 小起订 1 质量等级 1级 是否厂家 是 产品材质 Q195 产品品牌 鑫亿呈 产品规格 50/54/57 发货城市 河北 产品产地 河北 加工定制 深加工 产品型号 50-54-57 可售卖地 全国 产品重量 4公斤 产品颜色 黑色 质保时间 5年 外形尺寸 圆形 适用领域 桥梁,桩基 是否进口 否 质量认证 已认证 产品功率 500 工作温度 25 沅江钳压式声测管源头厂家,鑫亿呈钢管(恩施市分公司)为您提供沅江钳压式声测管源头厂家的资讯,联系人:刘经理,电话:【18833761560】、【18833761560】,发货地:新华区。 湖北省,恩施土家族苗族自治州 恩施州森林覆盖率近70%,享有“鄂西林海”、“华中药库”、“烟草王国”、“世界硒都”之称号。全州水电资源理论蕴藏量达600万千瓦,可开发量达500万千瓦,风电资源蕴藏量达300万千瓦,是华中地区重要的清洁能源基地。恩施州的鄂西铁矿是中国四大铁矿之一,已探明储量13亿吨;天然气已探明储量1500亿立方米。恩施还拥有世界的独立硒矿床。恩施享受西部大开发计划政策,是单列的三个地级行政区享受相关政策的地区之一。
准备好领略沅江钳压式声测管源头厂家产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:沅江钳压式声测管源头厂家的图文介绍湖北恩施鑫亿呈钢管有限公司是一家集科研、生产及销售为一体的综合性企业。专业从事各类 声测管,注浆管,冷却管,沉降板研发与生产。公司生产设备先进,技术力量雄厚,检测设备齐全。产品销往全国各地并己远销俄罗斯,泰国,越南,伊朗等十几个和地区。受到用户的一致好评。公司本着“以人为本,质量为先,市场在变,诚信不变”的经营理念,以“诚信、合作、发展、创新”为宗旨,走科学创新的道路,不断推出更优的产品,以适应高速发展的建筑行业的需求。
桩基检测管,就是湖北恩施声测管,采用声波透射法,它将超声发射探头和接收探头分别下进预先埋入桩身且充满水的不同钢管中,发射探头产生的超声波经过水耦合穿透桩身混凝土到达另一个钢管中的接收探头,接收探头将接收到的信息传入仪器,通过综合分析接收到的超声波在混凝土中的信:如声速、声幅、频率和波形诸参量的特征,而对桩身混凝土质量做出评价。它的基本依据是:当混凝土中存在缺陷时,超声波声速、声幅、频率和波形诸参量都有反映。首先是当混凝土内部存在缺陷时,在超声波发一收通路上形成了不连续介质,低频超声波将绕过缺陷向前传播,在探测距离内,其绕射到达所需的“声时"比超声波在无缺陷的混凝土中直接传播时所需的“声时"长,反映出超声波的声速减小。其次是由于存在缺在缺陷时,超声波在混凝土中传播时声能衰减加大,接收信号的首波幅度下降。第三是由于混凝土存在缺陷时,高频成分比低频成分消失快,接收信号的频率总是比通过相同测距的无缺陷混凝土接收到的频率低。*后,由于超声波在缺陷界面上的复杂反射、折射,使声波传播的相位发生差异,叠加的结果导致接收信号的波形发生畸变。据此即可对混凝土内部的质量情况作出判断。
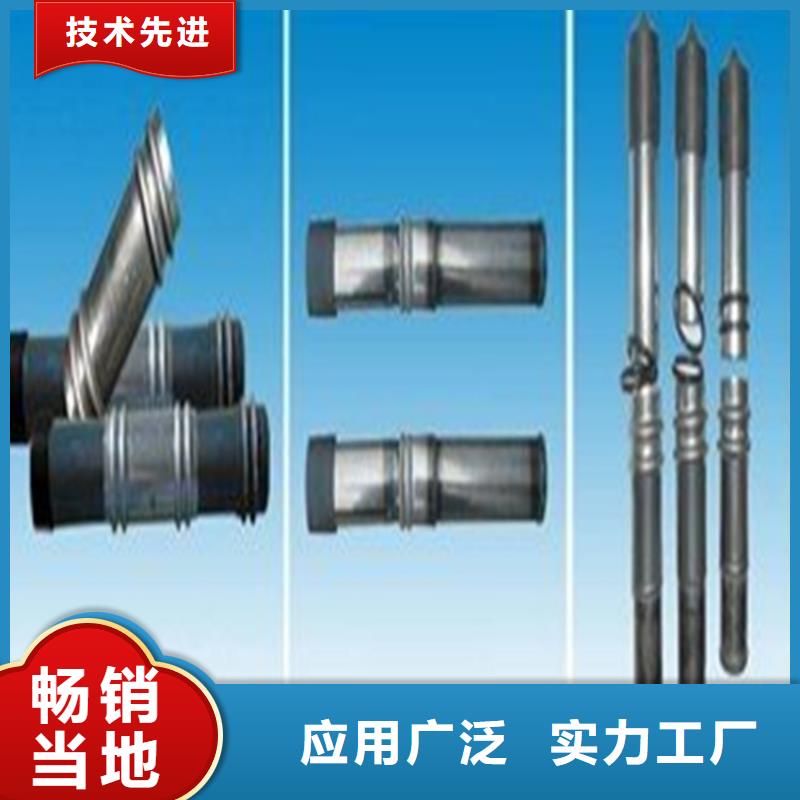
钳压式湖北恩施声测管有哪些特点:1、钳压式湖北恩施声测管施工性表现:桥梁液压式在混凝土灌注时对钳压式湖北恩施声测管密封性,抗渗漏、抗压等方面要求特别严格,稍有不甚将造成堵管或管变形,普通焊管在施工中均由各施工队负责湖北恩施声测管的焊接工作,无法检测管壁、接口及管底封口的密封及抗渗漏性;很难保证质量。2、钳压式湖北恩施声测管施工经济性表现:在较深的桥梁钻孔灌注施工中,对于钻孔灌注检测规范要求采用声波透射法检测液压式质量;按照设计要求应该埋设湖北恩施声测管,一般桩径在120cm-180cm之间的液压式需要埋设三根湖北恩施声测管,桩径小于120cm的液压式需要埋设两根湖北恩施声测管,在常规设计中一般要求采用的外径50-60mm的钢管,厚度在3.0-4.0mm之间,施工中使用外加套管现场焊接,采用这种方法所需成本较高。3、钳压式湖北恩施声测管施工便捷性表现:钳压式湖北恩施声测管简易连接,钳压式湖北恩施声测管*好不要现场焊接,采用螺旋式连接,螺旋带动双扣,锁紧密封胶圈,轴向端密封,有效防松动,防渗漏,方便快捷可靠,降低成本。安装每个接头用时不到1分钟,大大节约了工时且无须任何技术支持。不需工地以外的准备工作、不需任何设备、简便快捷(比传统的方法快5倍)、容易固定于钢筋笼架、不受恶劣天气的影响。
湖北恩施声测管对焊接质量有哪些要求:分析湖北恩施声测管厂家在生产中对焊接质量有什么要求:1 输入热量因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:N = Ep·Ip式中 N——输出功率,kW;Ep——屏压,kV;Ip——屏流,A〔1〕当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。湖北恩施声测管厂家在生产中对焊接质量有什么要求?2 焊接压力焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。由于湖北恩施声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。3 焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在湖北恩施声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。因此在湖北恩施声测管厂家时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。4 开口角开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。
沅江钳压式声测管源头厂家,鑫亿呈钢管(恩施市分公司)为您提供沅江钳压式声测管源头厂家产品案例,联系人:刘经理,电话:【18833761560】、【18833761560】,发货地:新华区。









